સેમિકન્ડક્ટર મેન્યુફેક્ચરિંગમાં, સબસ્ટ્રેટ અથવા સબસ્ટ્રેટ પર બનેલી પાતળી ફિલ્મની પ્રક્રિયા દરમિયાન "એચિંગ" નામની તકનીક છે. 1965 માં ઇન્ટેલના સ્થાપક ગોર્ડન મૂરે દ્વારા કરવામાં આવેલી આગાહીને સાકાર કરવામાં એચિંગ ટેક્નોલોજીના વિકાસે ભૂમિકા ભજવી છે કે "ટ્રાન્ઝિસ્ટરની એકીકરણ ઘનતા 1.5 થી 2 વર્ષમાં બમણી થશે" (સામાન્ય રીતે "મૂરેનો કાયદો" તરીકે ઓળખાય છે).
ઈચિંગ એ ડિપોઝિશન અથવા બોન્ડિંગ જેવી "એડિટિવ" પ્રક્રિયા નથી, પરંતુ "બાદબાકી" પ્રક્રિયા છે. વધુમાં, વિવિધ સ્ક્રેપિંગ પદ્ધતિઓ અનુસાર, તેને બે શ્રેણીઓમાં વિભાજિત કરવામાં આવે છે, એટલે કે "ભીનું એચિંગ" અને "ડ્રાય ઇચિંગ". તેને સરળ રીતે કહીએ તો, પહેલાની ગલન પદ્ધતિ છે અને બાદમાં ખોદવાની પદ્ધતિ છે.
આ લેખમાં, અમે દરેક એચિંગ ટેક્નોલોજી, વેટ ઈચિંગ અને ડ્રાય ઈચિંગની લાક્ષણિકતાઓ અને તફાવતો તેમજ એપ્લિકેશન વિસ્તારો કે જેના માટે દરેક યોગ્ય છે તે સંક્ષિપ્તમાં સમજાવીશું.
એચિંગ પ્રક્રિયાની ઝાંખી
15મી સદીના મધ્યમાં યુરોપમાં ઈચિંગ ટેક્નોલોજીની શરૂઆત થઈ હોવાનું કહેવાય છે. તે સમયે, એકદમ તાંબાને કાટવા માટે કોતરેલી તાંબાની પ્લેટમાં એસિડ રેડવામાં આવતું હતું, એક ઇન્ટાગ્લિઓ બનાવે છે. સપાટીની સારવારની તકનીકો જે કાટની અસરોનું શોષણ કરે છે તે વ્યાપકપણે "એચિંગ" તરીકે ઓળખાય છે.
સેમિકન્ડક્ટર મેન્યુફેક્ચરિંગમાં એચિંગ પ્રક્રિયાનો હેતુ ડ્રોઇંગ અનુસાર સબસ્ટ્રેટ પર સબસ્ટ્રેટ અથવા ફિલ્મને કાપવાનો છે. ફિલ્મની રચના, ફોટોલિથોગ્રાફી અને એચિંગના પ્રારંભિક પગલાઓનું પુનરાવર્તન કરીને, પ્લેનર સ્ટ્રક્ચરને ત્રિ-પરિમાણીય માળખામાં પ્રક્રિયા કરવામાં આવે છે.
ભીનું એચીંગ અને ડ્રાય ઈચીંગ વચ્ચેનો તફાવત
ફોટોલિથોગ્રાફી પ્રક્રિયા પછી, ખુલ્લા સબસ્ટ્રેટને કોતરણીની પ્રક્રિયામાં ભીનું અથવા સૂકું કોતરવામાં આવે છે.
વેટ ઈચિંગ સપાટીને નકશી કરવા અને ઉઝરડા કરવા માટે ઉકેલનો ઉપયોગ કરે છે. જો કે આ પદ્ધતિ ઝડપથી અને સસ્તી રીતે પ્રક્રિયા કરી શકાય છે, તેનો ગેરલાભ એ છે કે પ્રક્રિયાની ચોકસાઈ થોડી ઓછી છે. તેથી, ડ્રાય ઈચિંગનો જન્મ 1970 ની આસપાસ થયો હતો. ડ્રાય ઈચિંગ સોલ્યુશનનો ઉપયોગ કરતું નથી, પરંતુ તેને ખંજવાળવા માટે સબસ્ટ્રેટની સપાટીને મારવા માટે ગેસનો ઉપયોગ કરે છે, જે ઉચ્ચ પ્રોસેસિંગ ચોકસાઈ દ્વારા વર્ગીકૃત થયેલ છે.
"આઇસોટ્રોપી" અને "એનિસોટ્રોપી"
ભીનું એચીંગ અને ડ્રાય ઈચીંગ વચ્ચેનો તફાવત રજૂ કરતી વખતે, આવશ્યક શબ્દો "આઇસોટ્રોપિક" અને "એનિસોટ્રોપિક" છે. આઇસોટ્રોપીનો અર્થ એ છે કે દ્રવ્ય અને અવકાશના ભૌતિક ગુણધર્મો દિશા સાથે બદલાતા નથી, અને એનિસોટ્રોપીનો અર્થ છે કે દ્રવ્ય અને અવકાશના ભૌતિક ગુણધર્મો દિશા સાથે બદલાય છે.
આઇસોટ્રોપિક એચિંગનો અર્થ એ છે કે એચિંગ ચોક્કસ બિંદુની આસપાસ સમાન રકમ દ્વારા આગળ વધે છે, અને એનિસોટ્રોપિક એચિંગનો અર્થ એ છે કે એચિંગ ચોક્કસ બિંદુની આસપાસ જુદી જુદી દિશામાં આગળ વધે છે. ઉદાહરણ તરીકે, સેમિકન્ડક્ટર મેન્યુફેક્ચરિંગ દરમિયાન એચિંગમાં, એનિસોટ્રોપિક એચિંગને ઘણીવાર પસંદ કરવામાં આવે છે જેથી માત્ર લક્ષ્ય દિશાને જ સ્ક્રેપ કરવામાં આવે, અન્ય દિશાઓ અકબંધ રહે.
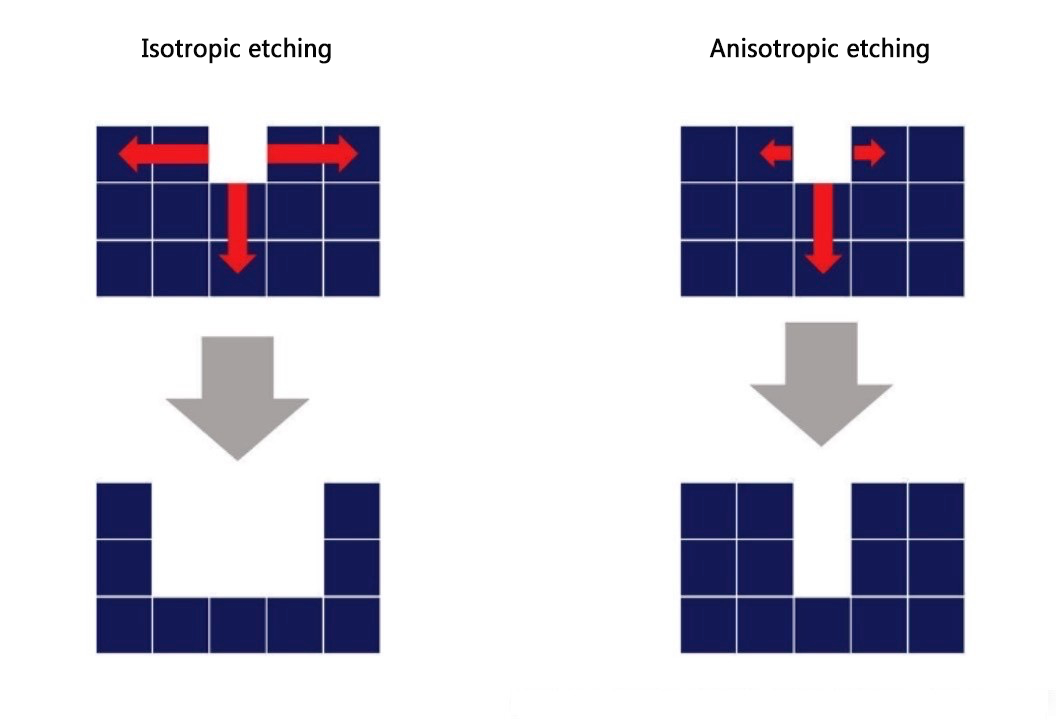 "આઇસોટ્રોપિક ઇચ" અને "એનિસોટ્રોપિક ઇચ" ની છબીઓ
"આઇસોટ્રોપિક ઇચ" અને "એનિસોટ્રોપિક ઇચ" ની છબીઓ
રસાયણોનો ઉપયોગ કરીને વેટ ઈચિંગ.
વેટ ઈચિંગ રાસાયણિક અને સબસ્ટ્રેટ વચ્ચેની રાસાયણિક પ્રતિક્રિયાનો ઉપયોગ કરે છે. આ પદ્ધતિ સાથે, એનિસોટ્રોપિક એચિંગ અશક્ય નથી, પરંતુ તે આઇસોટ્રોપિક એચિંગ કરતાં વધુ મુશ્કેલ છે. ઉકેલો અને સામગ્રીના સંયોજન પર ઘણા નિયંત્રણો છે અને સબસ્ટ્રેટનું તાપમાન, સોલ્યુશનની સાંદ્રતા અને વધારાની રકમ જેવી શરતો સખત રીતે નિયંત્રિત હોવી જોઈએ.
ભલે ગમે તેટલી ઝીણી ઝીણી પરિસ્થિતિઓને સમાયોજિત કરવામાં આવે, ભીનું એચીંગ 1 μm ની નીચે ફાઇન પ્રોસેસિંગ પ્રાપ્ત કરવું મુશ્કેલ છે. આનું એક કારણ સાઇડ ઇચિંગને નિયંત્રિત કરવાની જરૂરિયાત છે.
અંડરકટિંગ એ એક ઘટના છે જેને અંડરકટિંગ તરીકે પણ ઓળખવામાં આવે છે. જો એવી આશા રાખવામાં આવે કે સામગ્રી માત્ર ઊભી દિશામાં (ઊંડાઈની દિશામાં) ભીની કોતરણી દ્વારા ઓગળી જશે, તો પણ ઉકેલને બાજુઓ પર અથડાતા અટકાવવાનું સંપૂર્ણપણે અશક્ય છે, તેથી સમાંતર દિશામાં સામગ્રીનું વિસર્જન અનિવાર્યપણે આગળ વધશે. . આ ઘટનાને કારણે, ભીનું એચીંગ રેન્ડમલી એવા વિભાગો ઉત્પન્ન કરે છે જે લક્ષ્યની પહોળાઈ કરતા સાંકડા હોય છે. આ રીતે, ચોક્કસ વર્તમાન નિયંત્રણની જરૂર હોય તેવા ઉત્પાદનોની પ્રક્રિયા કરતી વખતે, પ્રજનનક્ષમતા ઓછી હોય છે અને ચોકસાઈ અવિશ્વસનીય હોય છે.
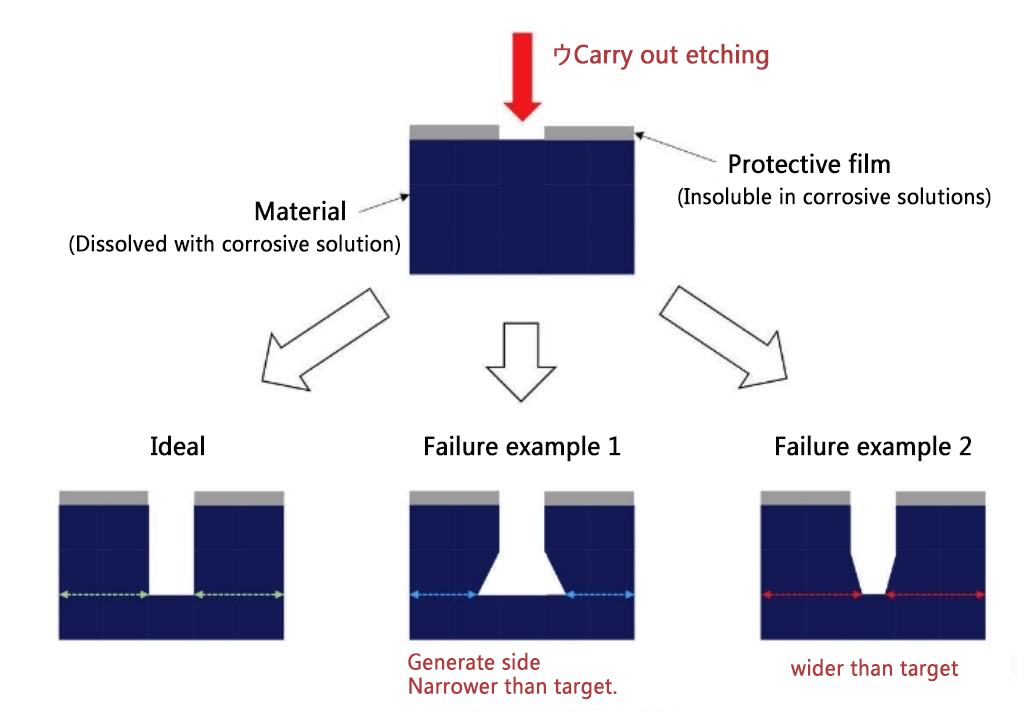 વેટ એચિંગમાં સંભવિત નિષ્ફળતાના ઉદાહરણો
વેટ એચિંગમાં સંભવિત નિષ્ફળતાના ઉદાહરણો
શા માટે સૂકી કોતરણી માઇક્રોમશીનિંગ માટે યોગ્ય છે
સંબંધિત આર્ટનું વર્ણન એનિસોટ્રોપિક એચિંગ માટે યોગ્ય ડ્રાય એચિંગનો ઉપયોગ સેમિકન્ડક્ટર ઉત્પાદન પ્રક્રિયાઓમાં થાય છે જેમાં ઉચ્ચ-ચોકસાઇ પ્રક્રિયાની જરૂર હોય છે. ડ્રાય ઈચિંગને ઘણીવાર રિએક્ટિવ આયન ઈચિંગ (RIE) તરીકે ઓળખવામાં આવે છે, જેમાં વ્યાપક અર્થમાં પ્લાઝ્મા ઈચિંગ અને સ્પુટર ઈચિંગનો પણ સમાવેશ થઈ શકે છે, પરંતુ આ લેખ RIE પર ધ્યાન કેન્દ્રિત કરશે.
એનિસોટ્રોપિક એચિંગ ડ્રાય ઈચિંગ સાથે કેમ સરળ છે તે સમજાવવા માટે, ચાલો RIE પ્રક્રિયાને નજીકથી જોઈએ. ડ્રાય ઈચિંગની પ્રક્રિયાને વિભાજીત કરીને અને સબસ્ટ્રેટને બે પ્રકારમાં સ્ક્રેપ કરીને સમજવું સરળ છે: “કેમિકલ ઈચિંગ” અને “ફિઝિકલ ઈચિંગ”.
કેમિકલ ઈચિંગ ત્રણ તબક્કામાં થાય છે. પ્રથમ, પ્રતિક્રિયાશીલ વાયુઓ સપાટી પર શોષાય છે. પ્રતિક્રિયા ઉત્પાદનો પછી પ્રતિક્રિયા ગેસ અને સબસ્ટ્રેટ સામગ્રીમાંથી રચાય છે, અને અંતે પ્રતિક્રિયા ઉત્પાદનોને શોષવામાં આવે છે. અનુગામી ભૌતિક કોતરણીમાં, સબસ્ટ્રેટ પર આર્ગોન ગેસ ઊભી રીતે લાગુ કરીને સબસ્ટ્રેટને ઊભી રીતે નીચેની તરફ કોતરવામાં આવે છે.
રાસાયણિક એચિંગ આઇસોટ્રોપિકલી થાય છે, જ્યારે ફિઝિકલ ઇચિંગ એનિસોટ્રોપિક રીતે ગેસ એપ્લીકેશનની દિશાને નિયંત્રિત કરીને થઈ શકે છે. આ ભૌતિક કોતરણીને કારણે, શુષ્ક નકશીકામ ભીના કોતરણી કરતાં નકશીની દિશા પર વધુ નિયંત્રણની મંજૂરી આપે છે.
ડ્રાય અને વેટ ઈચિંગ માટે પણ વેટ ઈચિંગ જેવી જ કડક શરતોની જરૂર પડે છે, પરંતુ તેમાં વેટ ઈચિંગ કરતાં વધુ પ્રજનનક્ષમતા હોય છે અને તેમાં ઘણી સરળ-થી-નિયંત્રણ વસ્તુઓ હોય છે. તેથી, તેમાં કોઈ શંકા નથી કે ડ્રાય ઈચિંગ ઔદ્યોગિક ઉત્પાદન માટે વધુ અનુકૂળ છે.
શા માટે વેટ એચિંગ હજુ પણ જરૂરી છે
એકવાર તમે દેખીતી રીતે સર્વશક્તિમાન શુષ્ક કોતરણીને સમજ્યા પછી, તમને આશ્ચર્ય થશે કે શા માટે ભીનું એચિંગ હજી અસ્તિત્વમાં છે. જો કે, કારણ સરળ છે: ભીનું એચીંગ ઉત્પાદનને સસ્તું બનાવે છે.
ડ્રાય ઈચિંગ અને વેટ ઈચિંગ વચ્ચેનો મુખ્ય તફાવત ખર્ચ છે. વેટ ઈચિંગમાં વપરાતા રસાયણો એટલા મોંઘા હોતા નથી, અને સાધનોની કિંમત ડ્રાય ઈચિંગના સાધનોના 1/10 જેટલી હોવાનું કહેવાય છે. વધુમાં, પ્રોસેસિંગનો સમય ઓછો છે અને એક જ સમયે બહુવિધ સબસ્ટ્રેટ પર પ્રક્રિયા કરી શકાય છે, ઉત્પાદન ખર્ચમાં ઘટાડો થાય છે. પરિણામે, અમે અમારા સ્પર્ધકો કરતાં અમને ફાયદો આપીને ઉત્પાદનની કિંમત ઓછી રાખી શકીએ છીએ. જો પ્રક્રિયાની ચોકસાઈ માટેની આવશ્યકતાઓ વધુ ન હોય, તો ઘણી કંપનીઓ રફ માસ ઉત્પાદન માટે ભીનું એચીંગ પસંદ કરશે.
એચિંગ પ્રક્રિયાને એક પ્રક્રિયા તરીકે રજૂ કરવામાં આવી હતી જે માઇક્રોફેબ્રિકેશન ટેક્નોલોજીમાં ભૂમિકા ભજવે છે. એચીંગ પ્રક્રિયાને અંદાજે વેટ ઈચીંગ અને ડ્રાય ઈચીંગમાં વિભાજિત કરવામાં આવે છે. જો કિંમત મહત્વપૂર્ણ છે, તો પહેલાનું વધુ સારું છે, અને જો 1 μm ની નીચે માઇક્રોપ્રોસેસિંગ જરૂરી છે, તો પછીનું વધુ સારું છે. આદર્શરીતે, કયું ઉત્પાદન વધુ સારું છે તેના બદલે ઉત્પાદન અને કિંમતના આધારે પ્રક્રિયા પસંદ કરી શકાય છે.
પોસ્ટ સમય: એપ્રિલ-16-2024